エッチング加工とは
エッチング加工(フォトエッチング)は、薬品による腐食作用を利用して金属を溶解加工する技術です。CADデータから製作したパターンを金属板に転写し、液体の薬品により不要な部分を溶解・除去することで精密で複雑な形状への加工が可能です。エッチング加工の特性は他の金属加工と比較してさまざまなメリットがあり、加えてケミカルプリントならではの付加価値を提供しています。

エッチング加工の特長

ケミカルプリントの特長
エッチング加工の特長
-
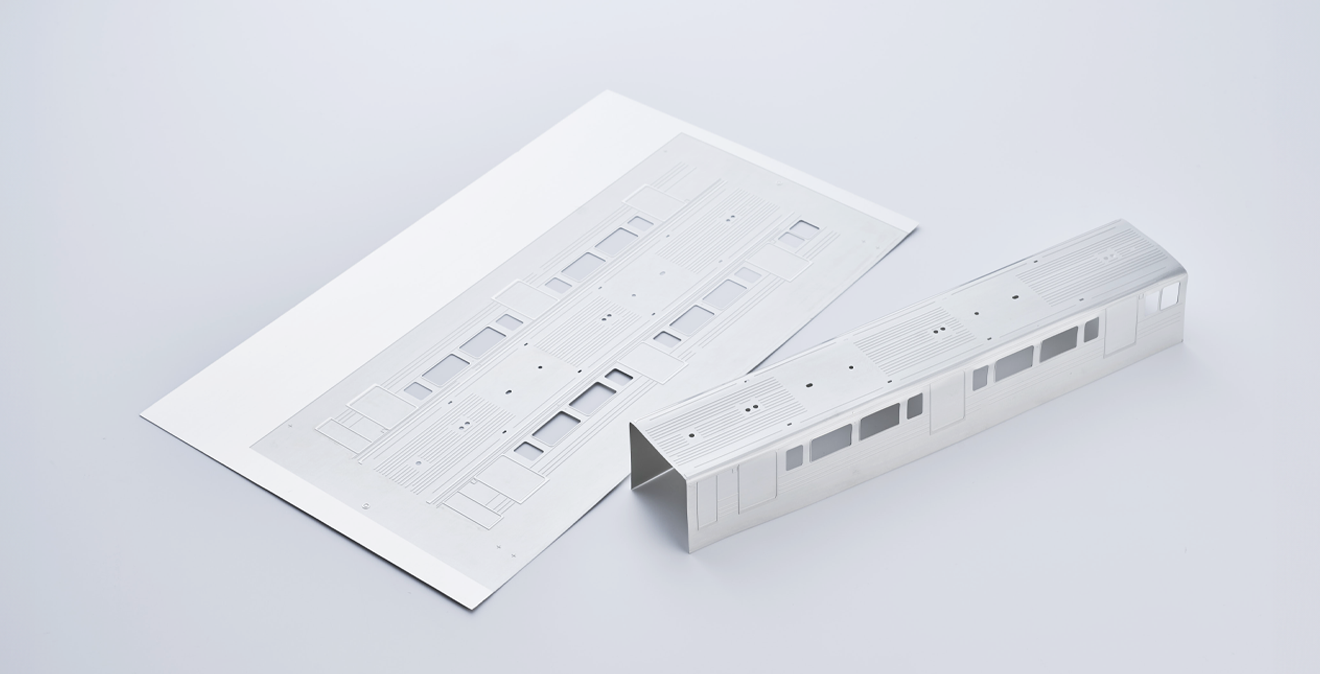
01複雑な形状への対応
精密写真技術で図面・デザインパターンを金属に転写し不要部分を一度に溶解させるため、多孔・精密といった複雑な形状への加工に相性がいい加工方法です。
-
02ゆがみや変寸がなく高精度
プレス・切削加工と異なり製品と接触することがなく、レーザー加工のように高熱を伴うことがないため、ダレ・バリ・ひずみなど変形・変寸が発生しにくく高精度な仕上がりになります。
-
03難削材への加工
溶解が可能な条件であれば、物理的な加工が難しいモリブデン、インコネルなどの難削材への加工も可能です。
-
04少量多品種生産に最適
プレス加工やレーザー加工と異なり、比較的短い時間で作成できるフィルムパターンを原版とするため、少量多品種生産に最適な加工方法です。
-
05短納期・試作品への対応
データ加工からフィルム作成までが短い時間で対応できるため短納期での生産や、変更が予想される試作品などへの相性がよい加工法です。
-
06初期コストの削減
プレス加工などで必要な金型・治具の製作が不要なため、イニシャルコストを大幅に削減できるのがエッチング加工のメリットの1つです。
ケミカルプリントの特長
-

微細・極小・極薄製品
への加工 -

加工技法の 提案力
-

技能の高い スタッフ
-

充実した設備による
効率生産